|
Сварка для чайников или что нужно знать выбирая сварочный аппарат.
Вместо введения.
Добрый день. Меня зовут Алексей Подколзин и я являюсь бренд-менеджером по сварочному оборудованию ProfHelper Группы Компаний Энтузиаст. Эту методичку я написал около двух лет назад в помощь нашим менеджерам по продажам. Но как показал опыт, подобная информация необходима и нашим клиентам, и конечным пользователям.
Я старался излагать информацию предельно доступно, чтобы любой «чайник», прочитав несколько страниц, смог нормально говорить о сварочном оборудовании, понимая как оно работает и чем отличается от аналогов.
Мы работаем в основном на рынке DIY сварочного оборудования (бытовая сварка). Это очень важно, т.к. рынок бытовой сварки по объемам продаж очень сильно растет и, думаю, очень скоро превысит рынок профессионального оборудования. За последние год-полтора этот рынок претерпел колоссальные изменения. Пришли новые технологии, которые раньше использовались только в профессиональной сварке. Новые технологии настолько облегчили сам процесс сварки, что уже сейчас становится актуальным высказывание «Варить- не сложнее, чем клеить». Или по крайней мере паять. Кстати, если принимать во внимание аргонно-дуговую сварку (TIG), то сложно сказать является ли этот метод сваркой или специфической высокотемпературной пайкой (да простят меня профи от сварки).
Итак…
Сварка является самым распространенным методом соединения деталей в строительстве и промышленности.
Сварочные аппараты применяют при изготовлении и ремонте самых разнообразных изделий из различных металлов и сплавов. Потребителями сварочных аппаратов для различных методов сварки являются производители строительных конструкций, автосервисы, заводы железобетонных изделий, строительные организации, машиностроительные заводы.
Без сварочных аппаратов не обходится ни одна стройка, ни одно предприятие машино- и судостроения, ни один промышленный комплекс и ремонтно-эксплуатационный участок. Не случайно профессия сварщика относится к числу самых престижных рабочих специальностей, а темпы разработки и внедрения новых сварочных аппаратов не ниже, чем в автомобилестроении, компьютерной технике и других экономически привлекательных отраслях.
Выбор сварочного аппарата всегда начинается с определения круга задач, выполняемых данным сварочным аппаратом. Имеет значение то, какой материал будет свариваться, его толщина из расчета 30 - 50А на 1 мм материала и объем работ.
СВАРКА
Сварка – процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями.
При сварке плавлением детали по соединяемым кромкам оплавляются под действием источника нагрева. Расправленный металл, сливаясь в общий объем, образует жидкую сварочную ванну. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварочный шов. Шов может быть образован только за счет расплавления металла свариваемых кромок или за счет металла кромок и дополнительного введения в сварочную ванну расплавляемой присадки.
ОСНОВНЫЕ ТИПЫ СВАРКИ
Простейший способ сварки - ручная дуговая сварка покрытым электродом (ММА - Manual Metal Arc). При этом способе сварка выполняется в ручную штучными покрытыми электродами. Покрытый электрод представляет собой металлический стержень с нанесенным на его поверхность покрытием (обмазкой). Покрытие электродов готовят из порошкообразной смеси различных компонентов. Его назначение - повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, обеспечить защиту расплавленного металла от атмосферных газов (прежде всего кислорода) и улучшить качество сварки. Сварной шов образуется за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом сварщик вручную выполняет два основных технологических движения: подачу покрытого электрода в зону сварки по мере его расплавления и перемещения дуги вдоль свариваемых кромок. Ручная дуговая сварка покрытыми электродами – один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Достоинства способа: простота, универсальность и доступность массовому потребителю; возможность выполнения соединений в различных пространственных положениях и труднодоступных местах. Недостатки способа: малая производительность процесса; зависимость качества сварки от квалификации сварщика.
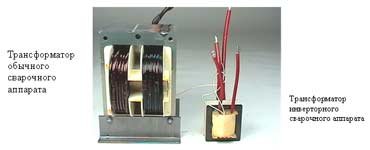
ММА сварка плавящимися электродами на переменном токе (AC) (такие аппараты называются «трансформаторами») и постоянном токах (такие аппараты называются выпрямителями), дающая возможность сваривать в непроизводственных условиях большинство сталей, включая нержавеющие (при постоянном токе). Огромную популярность приобретают Инверторные сварочные аппараты, которые также, как и выпрямители варят постоянным током, но преобразование мощности происходит за счет полупроводникового инвертора.

Трансформаторы – это электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты. Работа трансформатора основана на электромагнитном взаимодействии двух или нескольких не связанных между собой обмоток провода. Все просто, дешево и казалось бы надежно, но есть один серьезный недостаток: значение КПД (коэффициента полезного действия) лежит в пределах 60%. Т.е. 40% электроэнергии теряется. Почему это важно? Да просто из розетки мы не можем черпать мощность бесконечно! Её просто может не хватить для сварочных работ. Что, кстати, часто происходит на дачных участках. Помните мигающую лампочку освещения? А здесь сварочные работы уже под вопросом.
Итак, покупая сварочный трансформатор, вы экономите в деньгах (это самый дешевый аппарат) но и самый прожорливый по мощности. Важно, чтобы этой мощности у вас хватило.
А что происходит, когда мощности не хватает? Обратимся к школьному курсу физики. Трансформатор преобразует мощность. Напряжение питания 220В, ток около 15-20А. Для поджига дуги, например, рутилового электрода нужно напряжение на выходе 48 Вольт. Преобразование напряжения происходит с коэффициентом 4,6. Т.е. трансформатор снижает напряжение в 4,6 раз. Если мощности не хватает, то напряжение в электросети «просаживается». Т.е. будет не 220, а 180, к примеру. Тогда во вторичной обмотке напряжение уже будет не 48, а 180/4,6=39 Вольт (коэффициент преобразования трансформатора всегда постоянен). А с таким напряжением зажечь дугу уже очень сложно, если вообще возможно.
Физика процессов на основе ММА сварки.
Почти все свариваемые материалы могут быть сварены электродами, например конструкционная сталь, котельная сталь, стальные трубы, чугун, нержавеющая сталь, высокопрочная сталь, и т.д. Сварка электродами проста и безопасна. Так как нет необходимости в газе, сварка может быть выполнена на открытом воздухе, даже на ветру.
Электрод представляет собой стальную проволоку в специальной обмазке. При горении дуги, обмазка сгорает и продукты горения образуют облако смога (газовую среду), которое препятствует контакту расплавленного металла и кислорода из воздуха.
Для возбуждения дуги необходимо коснуться свариваемого изделия торцом электрода и сейчас же отвести электрод от изделия на 3–4 мм. Во время горения дуги под электродом образуется углубление, в котором находится жидкая ванна металла — кратер.
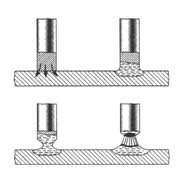
При сварке на переменном токе безразлично, к какому зажиму сварочного трансформатора присоединены изделие и электрод. Сварку на постоянном токе выполняют при соединении «плюса» источника питания с изделием (прямая полярность) или электродом (обратная полярность). Во время горения сварочной дуги при прямой полярности больше нагревается свариваемое изделие, при обратной полярности — электрод. При этом скорость плавления электродов из низкоуглеродистой стали на 10–40% выше скорости их плавления при прямой полярности. Исходя из этого, выбирают прямую или обратную полярность в зависимости от вида сварочных работ (прихватка или сварка), толщины свариваемых элементов (тонкие или толстые), электродов (углеродистая сталь, хромоникелевая) и др. При сварке тонких листовых деталей, а также некоторых специальных сталей, например коррозионно-стойких и жаропрочных, применяют соединение с обратной полярностью.
При сварке электрод перемещают в направлении его оси (для поддержания определенной длины дуги), вдоль и поперёк сварного шва. При слишком быстром движении электрода шов получается узким, неровным и неплотным. Если движение электрода замедленно, возможны перегрев и пережог металла. Ширина широкого шва должна составлять 6–15 мм, а ниточного — на 2–3 мм больше диаметра электрода.
Род и полярность тока выбирают в зависимости от марки и толщины свариваемого металла.
Для начального определения диаметра стержня электрода и сварочного тока при сварке тонкой стали можно воспользоваться таблицей ниже. Окончательно же диаметр электрода и сварочный ток подбираются в процессе работы.
|
Толщина свариваемых деталей, мм
|
Диаметр электрода,
мм
|
Ток,
А
|
|
0,5
|
1
|
30÷50
|
|
1,5
|
2
|
40÷70
|
|
2,0
|
2,5
|
70÷100
|
|
2,5
|
3
|
90÷140
|
|
3,5
|
4
|
140÷170
|
|
4,5
|
5
|
180÷230
|
|
5
|
6
|
210÷260
|
Из таблицы сразу видно, что для сварки тонких листов металла требуется тонкий (1мм) электрод. Но наша промышленность выпускает электроды в основном от 2,5 мм. Связано это с тем, что электроды имеют длину 300мм, а прочность такого тонкого электрода не позволяет вести сварку обычным методом (электроды будут деформироваться, обмазка растрескиваться и осыпаться, не будет плотного облака смога, и кислород из воздуха будет проникать в область сварки, окисляя металл и делая сварной шов непрочным и неоднородным). Поэтому ММА аппарат (трансформатор) для сварки тонких листов металла не подходит. Но выход всегда есть, и мы узнаем о нем ниже.
Дуга на постоянном токе более устойчива. У таких аппаратов сварочный ток не пульсирует, дуга устойчива и сварочный шов получается более качественным. Еще один плюс в копилку сварочных инверторов, которые дают на выходе постоянный ток.
Режим работы источника питания характеризуется продолжительностью его нагрузки ПН (еще этот параметр называют циклом работы) или продолжительностью включения ПВ, что практически одно и то же. Этот параметр указывается для определенного значения сварочного тока или мощности.
Вот где предмет спекуляции и некорректных сравнений! Суть этого понятия следующая: напряжение питания не может быть преобразовано в сварочное напряжение без потерь. Они связаны с внутренним сопротивлением проводника. При работе сварочного аппарата он достаточно сильно нагревается. Кому нет необходимости объяснять почему, могут пропустить следующий абзац.
По обмоткам течет ток, сопротивление обмоток всегда имеет какую-то величину (сверхпроводимость рассматривать не будем J). На этом сопротивлении идут потери мощности и выделяется тепло. Обмотки греются. Понятно, что аппарат может работать какое-то время, а потом сработает тепловая защита, которая не даст обмоткам расплавиться. При равном токе более толстая проволока в обмотке имеет меньшее сопротивление, чем более тонкая. Поверьте. Косвенно сравнительную оценку диаметра провода обмотки можно провести, сравнивая вес аппаратов (здесь имеются ввиду только трансформаторы, к инверторам такие прикидки не подходят), при равных технических характеристиках. В итоге, при равных технических характеристиках, и конструктивных особенностях, чем больше вес, тем больше мощность трансформатора.
Следовательно, с более тонкой проволокой аппарат будет сильнее нагреваться и тепловая защита сработает быстрее. И сварщик пойдет на перекур.
Но более толстая проволока в обмотке - это значительно более высокая цена за сам сварочный трансформатор! Где найти золотую середину? Как сравнить два аппарата от конкурентов?
Ввели это самое значение- продолжительность нагрузки. Сколько времени аппарат проработает до срабатывания тепловой защиты и сколько ему нужно «отдохнуть», чтобы можно было опять приступить к работе? В Европейских стандартах EN 60974 и EN 50060 берется 10 минутный цикл и измеряется это время. Т.е. если ПН-60%, то 6 минут из 10 аппарат будет работать. 60% это очень хорошее значение, 35%-хорошее, 10%- посредственное (представляете 1 минуту работаем, 9 отдыхаем. Экономим на покупке аппарата, проигрываем в производительности при работе). Параметр позволяет как-то сравнивать аппараты от различных производителей: при постоянном параметре ПН, можно сравнивать аппараты по максимальному сварочному току.
Если на аппарате указано, что он выдает ток 160А, например, при ПН-100%, это значит, что аппарат при таком сварочном токе может работать непрерывно целую рабочую смену.
Когда я говорю, что аппарат работает, то я имею ввиду, что аппарат постоянно варит. Но ведь нужно останавливаться, чтобы поменять электрод, наметить детали, отдохнуть в конце концов. Поэтому ПН-100% имеет смысл рассматривать только для индустриальных сварочных роботов, которых здесь мы касаться не будем.
Но и здесь есть тонкость. 10 минут это европейские стандарты EN 60974 и EN 50060. Но если не придерживаться методик этих стандартов и значительно чаще выключать аппарат (сократив время полного цикла до 5 минут, как это делается в Российском стандарте), то значение ПН сильно увеличивается. Это иногда и происходит. Поэтому если аппарат сертифицирован по российскому стандарту, то характеристики по сварочному току у него завышены по отношению к аппаратам, которые проходили сертификацию в Европе. Это нужно всегда иметь ввиду при подборе аналогов из линейки Profhelper отечественной продукции.
А что же такое инвертор? И чем он так хорош?
Итак, сварочный инвертор – это не способ сварки, а сварочный полупроводниковый аппарат. Инверторные технологии используются в ММА сварке, в полуавтоматах, аргонно-дуговой, в плазменной резке.
Как и в трансформаторе, в инверторе также преобразуется мощность. Вот только в отличие от трансформатора, в инверторе КПД 80-90%, а это означает, что мощности при преобразовании теряется намного меньше! Но и это еще не все.
В инверторе всеми процессами преобразования управляет процессор. И процессор может менять коэффициент преобразования напряжения. А это уже очень большой плюс. Помните дачу, где лампочка мигает? Так вот: при провалах напряжения процессор сварочного инвертора отслеживает эти провалы и корректирует коэффициент преобразования таким образом, что напряжение на выходе инвертора остается постоянным и работая, вы не чувствуете, как у вас напряжение в питающей сети пляшет.
Но и это еще не все! Помните, как нужно варить? Держа электрод в нескольких миллиметрах от детали, и плавно перемещая его вдоль шва. Как красиво написано! Это в маске, через которую ничего не видно и когда еще летит сноп искр! Если вы не робот, то обязательно коснетесь электродом детали. Что тогда произойдет? Если вы варите трансформатором, то электрод прилипнет к детали, произойдет короткое замыкание во вторичной обмотке и если вы не оторвете электрод с силой, то сварочный трансформатор уйдет в перегрев, сработает тепловая защита, если она есть или начнет гореть обмотка трансформатора.
Если же вы работаете инвертором, то скорей всего и не почувствуете, что коснулись электродом детали. Процессор отследит касание падением напряжения в дуге и моментально увеличит кратковременно ток, сильный ток подплавит электрод и вы сможете спокойно отвести электрод от детали – он не «прилипнет». Если вы специально коснулись и держите электрод у детали, то процессор отключит питание на выходе трансформатора и он не перегреется.
Т.е. инвертор «прощает» нам с вами наш непрофессионализм в работе!
Но и это еще не все!
Функция “HOT START”: автоматическое повышение сварочного тока при начале сварки для облегчённого зажигания дуги позволяет легко зажигать дугу, работая не только рутиловыми, но и основными, и целлюлозными электродами (прочность сварочного шва значительно выше).
И самое главное – вес. Инверторы при равном сварочном токе с трансформаторами весят в 4-5 раз меньше! И намного меньше по габаритам. Благодаря тому, что преобразование мощности у инверторов происходит на частоте 50-60 кГц (в 1000 раз выше, чем у трансформаторов), размер основной детали – преобразующего трансформатора- удалось снизить в несколько раз.
 Подытожим: инвертор – полупроводниковый сварочный аппарат, варить которым стало значительно удобней, проще и быстрее. Аппарат, который позволяет новичку получать качество сварки профессионального сварщика.
Неужели нет недостатков у инвертора? Есть! Их два: цена, которая в 2 раза выше трансформатора и возможность выхода аппарата из-за пыли, а вернее из-за сильного загрязнения электронной платы. От второго недостатка достаточно легко избавиться, периодически (по мере загрязнения) продувая электронную плату сжатым воздухом. Конечно, это касается аппаратов, которыми работаю на стройплощадках и в сильнозагрязненных помещениях. Что касается первого недостатка, то цена на инверторы постоянно снижается (для этого есть веские причины) и, уверен, что через несколько лет сварочные инверторы полностью вытеснят трансформаторы.
Но продолжим. Рассмотрим более специализированные методы сварки, которые в том или ином случае дают на порядок более качественный результат сварочного процесса.
Вернемся к сварке тонкостенных материалов. Какие аппараты позволяют варить тонкие материалы от 0,5мм и более?
В последние годы достаточно широко стала использоваться полуавтоматическая дуговая сварка в среде защитного газа.
Сварка в защитных газах. Такую сварку еще называют MIG-MAG ( MIG = Metal - Inert - Gas = Металлический в инертном газе (обычно аргон или смеси газов) / MAG = Metal - Active - Gas = Металлический в активном газе (Активным газом обычно является- углекислый).
При методе MIG - MAG электрическая дуга горит между плавящейся автоматически подаваемой сварочной проволокой (= электрод) и материалом при постоянном токе (DC). Отдельно подаваемый газ защищает дугу и зону сварки от внешнего воздуха (а именно кислорода, который содержится в воздухе и который очень быстро окисляет расплавленный металл и в тысячи раз ухудшает качество сварки. Инертный газ и сварочная проволока должна соответствовать основному материалу.
 Аппараты для такой сварки называют полуавтоматами ( «полуавтоматы» - потому, что сварочная проволока, а эти аппараты вместо электродов используют сварочную тонкую проволоку толщиной 0,6-2,0мм, подается автоматически к горелке при нажатии кнопки на горелке. Да, еще: то, что сварщик держит в руке, у таких автоматов называется не электрододержателем, а горелкой.
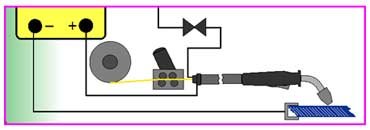 Итак (см.схему), к горелке подается ток, инертный газ или смесь газов (которые не дают кислороду из воздуха контактировать с металлом, а внутрь горелки по гибкой трубке проволока.
В основном, сварку производят четырьмя видами проволоки: стальной, нержавеющей, алюминиевой и флюсовой (которая тоже является стальной, но позволяет варить без защитного газа). К тому же разные марки проволоки одного вида имеют разный химический состав. Лучше, если стальная проволока будет омедненной, для лучшего контакта с внутренними элементами горелки. Если покрытие (омеднение) будет нарушено, то контакт будет плохой, ток будет пульсировать и сварочный шов будет некачественным.
От обычных выпрямителей, полуавтоматы отличаются наличием узла подачи проволоки и газовой горелки в комплекте. Горелка может иметь с аппаратом неразъемное соединение, а может соединяться через специальный стандартизированный разъём (Euro Mig-Mag). В дорогих профессиональных аппаратах применяется именно разъёмное соединение.
MIG / MAG сварка - очень популярный в настоящее время сварочный метод из-за нескольких преимуществ. Высокая сварочная скорость, минимум переделок и низкие деформации гарантируют высокую эффективность работы. Большая прочность сварного шва, превосходные свойства при сварке тонкого листа (а это основной материал в автомобилестроении и ремонте) и простая и безопасная работа со сталью, алюминием и нержавеющей сталью делают метод универсальным. Еще одним преимуществом данного метода – является получение шва длинной до нескольких метров. Это преимущество используется в индустриальной сварке.
Недостатком данного метода является то, что помимо самого аппарата, который может быть совсем небольшим по габаритам, нужно использовать баллоны с газом, которые в большинстве своем довольно громоздки (одноразовые баллончики не имеются ввиду- они практически не используются из-за дороговизны). Для справки: средний расход газа при MIG сварке 6-10 литров в минуту.
Один из выходов – использование флюсовой (по-другому: порошковая, самозащитная) проволоки. Она представляет из себя проволоку-трубочку, внутри которой находится специальный порошок (по составу аналогичный обмазке штучных электродов в ММА сварке). При сгорании в дуге этот порошок образует облако смога (газовую среду), и это облако препятствует контакту расплавленного металла с кислородом. Т.о. газовые баллоны не нужны. Но следует заметить, что стоимость флюсовой проволоки значительно дороже обычной стальной омедненной. Еще одна особенность - при использовании флюсовой проволоки необходимо поменять полярность подключения горелки. Обычно коммутация производится внутри аппарата в отсеке с подающим проволоку узлом. Все модели полуавтоматов ProfHelper оснащены такой возможностью – сменой режимов GAS- NO GAS.
И в этой области стали появляться аппараты с инверторными источниками тока. Они обладают всеми преимуществами, что и MMA инверторы. В модельном ряду сварочных аппаратов ProfHelper инверторные полуавтоматы появятся уже в середине 2010 года.
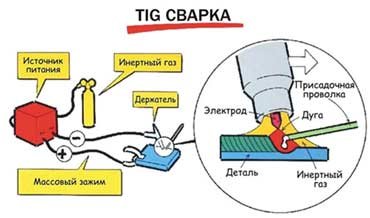
Аргонно-дуговая сварка (TIG) ( TIG = Tungsten - Inert - Gas = Вольфрам в инертном газе). Она, конечно, тоже является сваркой в защитном газе, но её принято выделять отдельно. Такую сварку еще называют Сваркой неплавящимся (или вольфрамовым) электродом в среде аргона.
В чем основные преимущества:
- Варить очень просто.
- Нет брызг и яркого свечения дуги.
- Сварочный шов очень аккуратный.
- Варить можно любые металлы и сплавы.
- В результате сварки нет шлака
К недостаткам метода можно отнести достаточно высокую цену аргона.
Еще также следует отметить, что инверторные аппараты сделали TIG сварку доступными для широкого пользователя. Цены на аппараты TIG сварки снизились ниже 20 тыс с полным комплектом оборудования.
На мой взгляд это самая перспективная сварка. Она меняет представление о сварке, как таковой. Это больше пайка внутри дуги.
В модельном ассортименте ProfHelper для TIG сварки предназначены аппараты EUROTIG. Отличительной особенностью этих аппаратов является возможность работы с TIG и MMA сваркой. Это очень удобно: обычную сварку производить штучными электродами, а ответственную – TIG сваркой.
Свapкa в зaщитныx гaзax — этo oбщee нaзвaниe разных методов дугoвoй cвapки с использованием подачи чepeз coплo гopeлки в зoну гopeния дуги cтpуи зaщитнoгo гaзa. В кaчecтвe зaщитныx гaзoв пpимeняются apгoн, гeлий (инepтныe гaзы); углeкиcлый гaз, киcлopoд, aзoт, вoдopoд (aктивныe гaзы); cмecи гaзoв (Аr + СО2 + О2; Аr + О2; Аr + СО2 и дp.). При данном методе сварки применяются неплавящиеся вольфрамовые и/или плавящиеся электроды. Возможны ручной и автоматический режимы сварки. Для сваривания тавровых и угловых соединений, стыковых швов применяется сварка неплавящимся вольфрамовым электродом, для сварки цветных металлов (Al, Mg, Cu, Ti и их сплавов) и легированных сталей — плавящимся электродом.
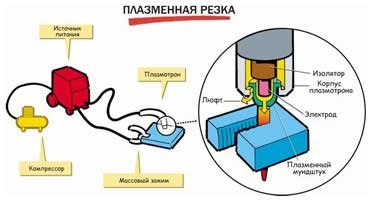
Одно из прикладных направлений сварочного оборудования – аппаратура плазменной резки. При плазменной резке электрическая дуга горит между неплавящимся электродом и изделием. (также как в TIG сварке) Дуга дополнительно сжата соплом и потоком сжатого воздуха, который значительно увеличивает интенсивность и стабильность дуги. Горячий нагретый газ с высоким содержанием энергии протекает в плазмотроне, который в свою очередь, из-за этого сжатия преобразовывает эту электрическую энергию в высокую температуру. Этот ионизированный газ, который выдувает дугу на деталь, называется плазмой.
Плазменную резку можно использовать для различных металлов: стали, нержавеющей стали, алюминия, меди, бронзы, и т.д.
Скорость реза превышает газовую резку в 2 раза.
Под торговой маркой ProfHelperвыпускаются плазменные резаки ProfHelper PlasmaCUT. Для работы аппарату необходим воздушный компрессор, производительностью от 100л/минуту
Использование простого сжатого воздуха как режущего газа предлагают неограниченные возможности. Для использования в сталелитейной промышленности, строительстве, контейнерного строительства, и т.д.
Вот как-то кратенько. Если вы заинтересовались чем-то, то конечно найдете кучу дополнительной информации у нас на сайте или в интернете вцелом.
Успехов.
К списку статей
|